一、表面組裝工藝控制關(guān)鍵點(diǎn)據(jù)統(tǒng)計(jì)����,名列PCBA焊接不良前五位的是虛焊、橋連��、少錫�、移位和多余物,而這些不良現(xiàn)象的產(chǎn)生在很大程度上與焊膏印刷���、鋼網(wǎng)設(shè)計(jì)���、焊盤(pán)設(shè)計(jì)以及溫度曲線設(shè)置有關(guān),也就是與工藝有關(guān)�。如果說(shuō)提升SMT的終極目標(biāo)是為了獲得優(yōu)質(zhì)焊點(diǎn)的話,那么就可以說(shuō)工藝是SMT的核心��。SMT工藝���,按照業(yè)務(wù)劃分�,一般可分為工藝設(shè)計(jì)、工藝試制和工藝控制����,如圖1所示,其核心目標(biāo)是通過(guò)合適焊膏量的設(shè)計(jì)與一致的印刷沉積���,減少開(kāi)焊�、橋連���、少錫和移位��,從而獲得預(yù)期的焊點(diǎn)質(zhì)量�。

圖1 工藝控制點(diǎn)在每項(xiàng)業(yè)務(wù)中����,有一組工藝控制點(diǎn)��,其中焊盤(pán)設(shè)計(jì)��、鋼網(wǎng)設(shè)計(jì)�、焊膏印刷與PCB的支撐,是工藝控制的關(guān)鍵點(diǎn)����。隨著元器件焊盤(pán)以及間隔尺寸的不斷縮小�����,鋼網(wǎng)開(kāi)窗的面積比以及鋼網(wǎng)與PCB印刷時(shí)的間隙越來(lái)越重要����。前者關(guān)系到焊膏的轉(zhuǎn)移率�,而后者關(guān)系到焊膏印刷量的一致性以及印刷的良好率。為了獲得75%以上的焊膏轉(zhuǎn)移率�,根據(jù)經(jīng)驗(yàn),一般要求鋼網(wǎng)開(kāi)窗與側(cè)壁的面積比大于等于0.66�����;要獲得符合設(shè)計(jì)預(yù)期的�����、穩(wěn)定的焊膏量�,印刷時(shí)鋼網(wǎng)與PCB的間隙越小越好。要實(shí)現(xiàn)面積比大于等于0.66��,不是一件困難的工作�,但是要消除鋼網(wǎng)與PCB的間隙就是一件非常難的工作���,這是因?yàn)殇摼W(wǎng)與PCB的間隙與PCB的設(shè)計(jì)、PCB的翹曲�、印刷時(shí)PCB的支撐等很多因素有關(guān),有時(shí)受制于產(chǎn)品設(shè)計(jì)和使用的設(shè)備是不可控的���,而恰恰這是精細(xì)間距元器件組裝的關(guān)鍵���!像0.4mm引腳間距的CSP、多排引腳QFN���、LGA�、SGA的焊接不良幾乎百分之百與此有關(guān)�。因此,在先進(jìn)的專業(yè)代工廠���,發(fā)明了很多非常有效的PCB支撐工裝,用于矯正PCB的翅曲���,以保證零間隙印刷����。
二、工藝窗口與工藝能力1.工藝窗口工藝窗口通常用來(lái)描述工藝參數(shù)可用的極限范圍�����,是“用戶規(guī)格范圍(USL-LSL)”概念在SMT工藝領(lǐng)域的專業(yè)用語(yǔ)����。例如,按照經(jīng)驗(yàn)����,再流焊接的最低溫度一般要比焊料熔點(diǎn)高11~12℃,當(dāng)使用Sn63Pb37時(shí)�����,合金的熔點(diǎn)為183℃���,其最低的再流焊接溫度為195℃左右�����。在J-STD-020B中�����,規(guī)定元件的最高溫度為245℃����,這樣有鉛工藝可用的工藝窗口為50℃,而不是“245-183”所得的理論上的62℃��。這里一定要注意“可用”兩字�。2.工藝窗口指數(shù)(PWI)工藝窗口指數(shù)(Process Window Index,PWI)����,是衡量用戶確定的工藝極限值范圍內(nèi)工藝能力適應(yīng)程度的指標(biāo),換句話說(shuō)���,就是使用工藝窗口的最大百分比�,用于簡(jiǎn)單說(shuō)明工藝是否滿足技術(shù)規(guī)范的要求�����,其值基本上是Cp倒數(shù)的百分?jǐn)?shù)�����。PWI越大�����,工藝穩(wěn)定性越差�����,反之���,亦然�。PWI=100×Max{(測(cè)量值-平均極限值)/最大極限范圍/2}例如����,貼片機(jī)的工藝窗口指數(shù)(見(jiàn)圖2)
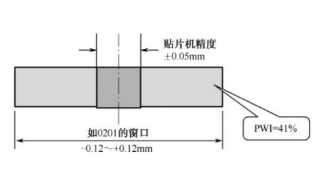
圖2 PWI的概念以再流焊接曲線為例說(shuō)明,工藝曲線主要控制參數(shù)有升溫速率����、預(yù)熱時(shí)間、預(yù)熱結(jié)束時(shí)間���、峰值溫度和熔點(diǎn)以上時(shí)間�,通過(guò)測(cè)量與計(jì)算���,取四個(gè)參數(shù)中PWI最大的值作為溫度曲線的PWI���。3.工藝能力指數(shù)(Cp)工藝能力指數(shù)Cp�,臺(tái)灣企業(yè)稱為制程能力指數(shù)��。反映了用戶的規(guī)格范圍(δ)內(nèi)有多少個(gè)6σ����,數(shù)值越大,工藝的穩(wěn)定性越高���。Cp=(USL-LSL)/6σ其中��,σ標(biāo)準(zhǔn)偏差��,反映了數(shù)據(jù)各點(diǎn)到其平均數(shù)距離的平均值�,即正態(tài)分布“鐘”形圖形的寬窄�,越窄說(shuō)明工藝能力越強(qiáng);USL為用戶規(guī)格上限�,LSL為用戶規(guī)格下限。一般選取核心工藝指標(biāo)進(jìn)行測(cè)量����。如再流焊接爐,我們可以測(cè)量峰值溫度的在不同負(fù)載率的情況下的波動(dòng)。4.工藝能力管理指數(shù)(Cp k)工藝能力管理指數(shù) Cpk�,反映的是正態(tài)分布“鐘”形圖形的居中性��,即 Cp k=(USL-μ)/3σ或(μ-LSL)/3σ的最小值����。其中μ為用戶規(guī)格的中心值。根據(jù)賈忠中著SMT核心工藝解析與案例分析改編
文章來(lái)源:互聯(lián)網(wǎng)�,犀靈機(jī)器人http://整理發(fā)布